Custom Aluminum Glass Railing Profiles | Balcony & Stair Balustrade Profiles | Linkedalu
Custom extruded aluminum glass railing systems. Handrails, posts, glass shoes, toe plates. PVDF & powder coat. Integrated drainage. Pre-cut, drilled, labeled. Single-batch color. Send drawings.

Technical Specifications
Certified precision data per ISO 9001:2015
Details
Certified precision data per ISO 9001:2015
Handrails, posts, glass channels, base shoes—extruded to your drawing, finished in one batch, shipped as a labeled kit.
If you’ve installed glass railings before, you know the difference between a system that goes together in a day and one that fights you at every post. The groove is a hair too wide, so the glass rattles when someone leans on it. The weep holes are missing—or worse, drilled in the wrong spot—so water pools and leaves white mineral streaks down the tile. And the color on the handrail doesn’t quite match the posts because they came from different production runs three weeks apart.
We extrude complete aluminum glass railing systems. Not random lengths of channel. Not a handrail that “sort of matches” the posts. Every profile in your project—handrail, post, glass shoe, base plate, toe board—is extruded from the same billet heat, surface-finished in the same coating run, cut to length, drilled, labeled, and packed by assembly sequence. When the pallet hits the site, your crew works through the numbers.
Where Railings Live: What the Environment Dictates
High-rise balconies
Wind load drives the design here. A glass panel on the 30th floor catches far more pressure than the same panel at ground level. The handrail has to resist bending across the post span. The glass pocket needs enough depth—25 mm minimum—so the panel doesn’t pull out under suction. In cold climates, the handrail should not feel like gripping an ice cube, so a thermal break or a wood-capped profile makes sense. PVDF coating holds color against unfiltered UV at altitude.
Poolside and coastal
Salt spray and chlorine vapor. If the finish isn’t specified for this environment, the first blister shows up in year three. The fix isn’t a thicker coat of the wrong chemistry. It’s the right chemistry: PVDF fluorocarbon or a marine-grade super-durable powder. Fasteners need to be 316 stainless, not 304. The glass interlayer should be SGP or wet-laminated—something that holds the fragments if the panel breaks, because nobody wants glass shards in a pool.
Outdoor stairs and terraces
Water sits on horizontal surfaces. Snow melts, refreezes, pools against the aluminum. The base shoe is the problem child here. If it doesn’t drain, water finds a seam, seeps through, and runs down the wall or across the deck. A glass shoe with a flat floor is a gutter with no outlet. We slope the channel floor 5° toward the outside face and pre-drill the weep holes at the low points. Water leaves. It doesn’t linger.
Commercial interiors
The load case changes: it’s not wind, it’s crowd pressure. Building codes want 1.0 kN/m horizontal load at the handrail. A slim profile that looks elegant but deflects too much won’t pass. Sometimes the answer is 6061-T6. Sometimes it’s a steel core inside the aluminum extrusion. The finish on interior rails is as much about feel as appearance—brushed anodized or matte powder coat, something that doesn’t show fingerprints after a hundred hands touch it.
Three Problems Installers Tell Us About (And What We Changed)
“The glass moves. Push on it and you feel it knock against the aluminum.”
This is a groove tolerance problem. If the channel is 12.5 mm wide for a 10 mm glass panel, that’s a 2.5 mm gap. Even with rubber blocks wedged in, the blocks creep, harden, or fall out. The glass ends up resting against bare aluminum.
We hold the glass pocket width to glass thickness plus 4 mm—enough room for an EPDM gasket to compress properly, not so much that the glass can shift. The gasket profile has a compression bulb and retaining barbs. Once pressed in, it maintains constant pressure against the glass. No adhesive. No blocks. The glass is held firm, but it’s removable if a panel ever needs replacing. We extrude the gasket groove directly into the aluminum profile, so the seal isn’t an afterthought bolted on later.
“After two years, white streaks stain the floor below the railing and the coating looks dull.”
The streaks are dissolved aluminum oxide washed out of the channel by standing water. The dull coating is UV-degraded resin from the wrong powder chemistry. Both trace back to one bad assumption: that any outdoor powder coat will do.
We match the finish to the actual exposure. Inland residential with partial shade: a super-durable polyester powder at 60–80 µm works for 15 years. Full sun, no shade: PVDF three-coat. Coastal or poolside: PVDF, no exceptions. The cost difference between powder and PVDF is real, but it’s smaller than replacing a corroded railing system. We also anodize when the architect wants bare metal aesthetics—but for outdoor work we spec AA15 or AA20 film with high-quality nickel salt sealing, because thin anodizing in a coastal zone turns chalky fast.
On the drainage side: the glass shoe gets a 5° sloped floor in the extrusion die itself. Weep holes (6 mm minimum, spaced every 500 mm) are pre-drilled at the factory. A drip groove on the outer face breaks capillary action so water falls clear instead of crawling back under the channel.
“By the time my guys finish cutting, drilling, and touching up, I’ve spent more on labor than on the profiles.”
This is the hidden cost of buying raw 6-meter bars. On-site cutting means on-site mistakes. A misdrilled post base, a handrail cut 3 mm short, a weep hole on the wrong face. The scrap pile grows. The installer’s time goes into fabrication, not installation.
We machine everything in-house to your installation drawings. Cut lengths held to ±0.1 mm. Holes drilled and tapped. Miters and notches milled. Weep holes positioned where the drainage plan says they go. Every piece gets a part label that matches your drawing. The installer opens the crate, reads the number, bolts it together. The cost of our machining is almost always less than the combined cost of field labor, field scrap, and field touch-up.
What Makes Up a System
| Component | Job | What Matters |
|---|---|---|
| Handrail | Top gripping surface, ties posts together | Comfortable profile, stiff enough to span between posts |
| Post | Vertical support, transfers load to structure | Base plate stiffened, mounting holes slotted for adjustment |
| Glass shoe / U-channel | Holds the glass panel | Correct groove width, built-in drainage slope, EPDM gasket groove |
| Base plate | Connects post to concrete or steel | Thick enough not to warp under bolt torque |
| Toe plate / kick plate | Covers gap below glass | Snaps or screws to posts, hides shims and anchors |
| Connectors & brackets | Join handrail to post, post to base | Hidden where possible, stainless steel |
All of these profiles are extruded as one project batch. Same billet. Same anodizing tank or powder booth. Same day. The handrail matches the post matches the glass shoe.
Aluminium Alloy and Finish
6063-T5 is the standard for railing profiles. It extrudes cleanly, takes anodizing and powder evenly, and handles the structural loads in most residential and light commercial railings.
6063-T6 steps up the strength about 30% for longer post spans or high-wind zones, without changing the surface appearance.
6061-T6 is for heavy commercial work—long uninterrupted spans, high crowd loads, or where the railing frame is also doing structural work.
Surface finish by exposure:
| Environment | Finish | Spec |
|---|---|---|
| Interior, dry | Anodized AA10 or light powder coat | Standard architectural |
| Outdoor inland, some shade | Super-durable polyester powder | 60–80 µm, 15-year fade resistance |
| Outdoor full sun, inland | PVDF 3-coat or super-durable powder | PVDF preferred for color stability |
| Coastal under 1 km | PVDF 3-coat | ≥35 µm, 20+ year service life |
| Poolside / chemical exposure | PVDF or marine-grade powder | Check chemical compatibility with pool disinfectants |
Tolerances
| Feature | Standard | Why |
|---|---|---|
| Glass pocket width | ±0.2 mm | Consistent gasket compression, no glass rattle |
| Cut length | ±0.10 mm | Posts seat squarely, handrails fit tight between posts |
| Post straightness | ≤0.5 mm/m | No visible bow against the glass edge |
| Drilled hole position | ±0.2 mm | Bolts align without forcing |
| Weep hole diameter | 6 mm minimum | Won’t clog with debris |
How We Ship
Three levels, depending on what your crew can handle:
- Raw extrusions. Straightened, cut to rough length. You do all fabrication.
- Pre-machined blanks. Cut to finish length, drainage holes drilled. You do final assembly drilling and tapping.
- Full kit. Every bar cut, drilled, tapped, notched, labeled to your drawing. Packed by assembly zone. Site crew bolts together.
Most of our customers take option 3 after one project with option 2. The labor math is hard to argue with.
Questions We Get From Customers
“We’re 300 meters from the ocean. Our last aluminum railing started corroding in four years. What went wrong?”
Almost certainly the wrong finish. If the previous railing had standard architectural powder coat, it was never designed for salt spray. At 300 meters from breaking surf, you need PVDF fluorocarbon, three coats, minimum 35 µm total thickness. We also recommend 316 stainless fasteners throughout, and an isolation tape between any dissimilar metal contact points. The aluminum itself is fine—6063 doesn’t care about salt—but the coating system has to be specified for the environment, not the budget.
“Why does the glass rattle even though the installers used rubber blocks?”
Rubber blocks are a short-term fix. They dry out, shrink, and fall out. What works is a continuous EPDM gasket compressed into a groove that’s sized for it. The groove is extruded into the aluminum during the same pass that forms the glass channel—it’s not a retrofit. The gasket is designed with a compression bulb that stays under load for decades. We extrude the groove to the gasket manufacturer’s spec so the fit is correct from the start. The glass is held firmly but can still be removed if a panel breaks.
“We’re tired of field-cutting everything. Can you just send us pieces that are ready to install?”
That’s how we prefer to work. Send your railing layout or shop drawings. We cut, drill, tap, and notch every piece. Each part gets labeled with its drawing reference number. The crate is packed so the first pieces out are the first ones installed. No saw, no drill, no touch-up paint on site.
“What do you do about water pooling in the bottom channel?”
The channel floor is extruded with a 5° slope toward the outside face. We pre-drill 6 mm diameter weep holes at 500 mm centers along the low side. A drip groove on the outer face of the channel breaks surface tension so water falls clear. The holes are drilled at the factory—not left for the installer to figure out with a hand drill and a best guess.
“We’re prototyping a new railing design. Will you take a small order?”
Yes. New dies have a 500 kg minimum per profile, and a typical railing system with four to six profiles usually meets that. If we have an existing die that’s close to your section, we can run less. We work with a lot of architects and fabricators on prototypes—send the sketch and we’ll tell you what’s possible.

Schematics
Cross-sectional dimensions

Related Profiles
Complementary hardware for your structural assembly
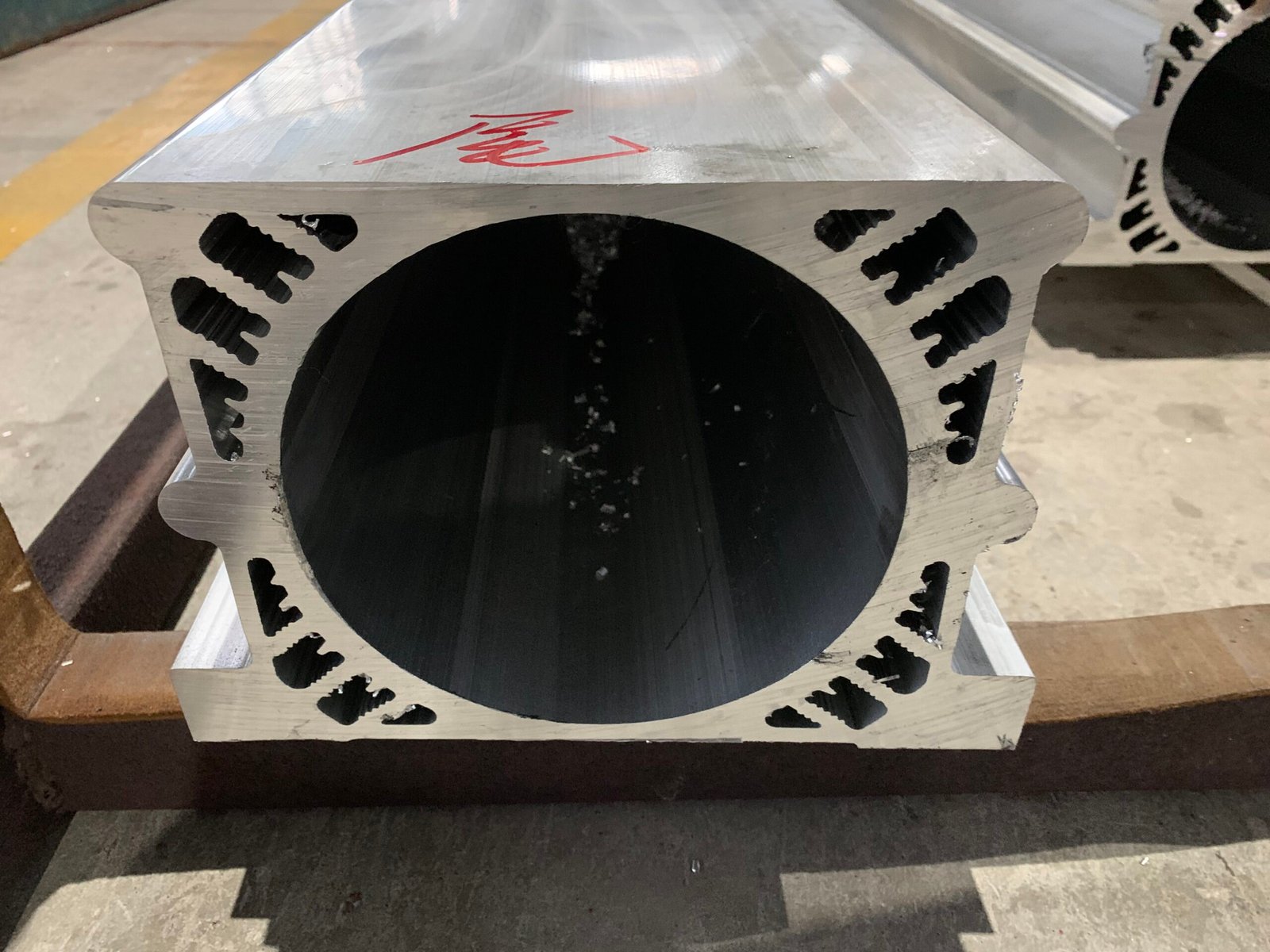
Custom EV Motor Cooling Enclosures | Extruded Aluminum Servo, Stepper & EV Motor Shells
Custom extruded aluminum motor housings with integral cooling fins. Tight bore roundness ≤0.05 mm. Black anodized, hard anodized. Cut, bored,…
Details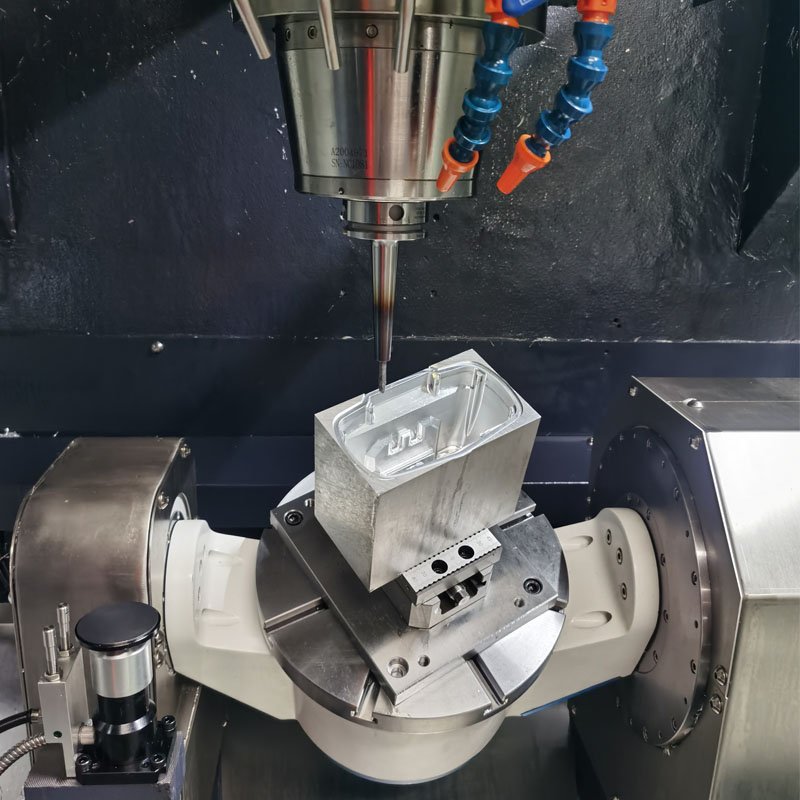
Aluminum Profile CNC Deep Processing Services: From Extrusions to Ready-to-Assemble Components
aluminum profile CNC deep processing, precision aluminum cutting and drilling, custom industrial aluminum components, aluminum extrusion post-processing factory, Linkedalu Metal…
Details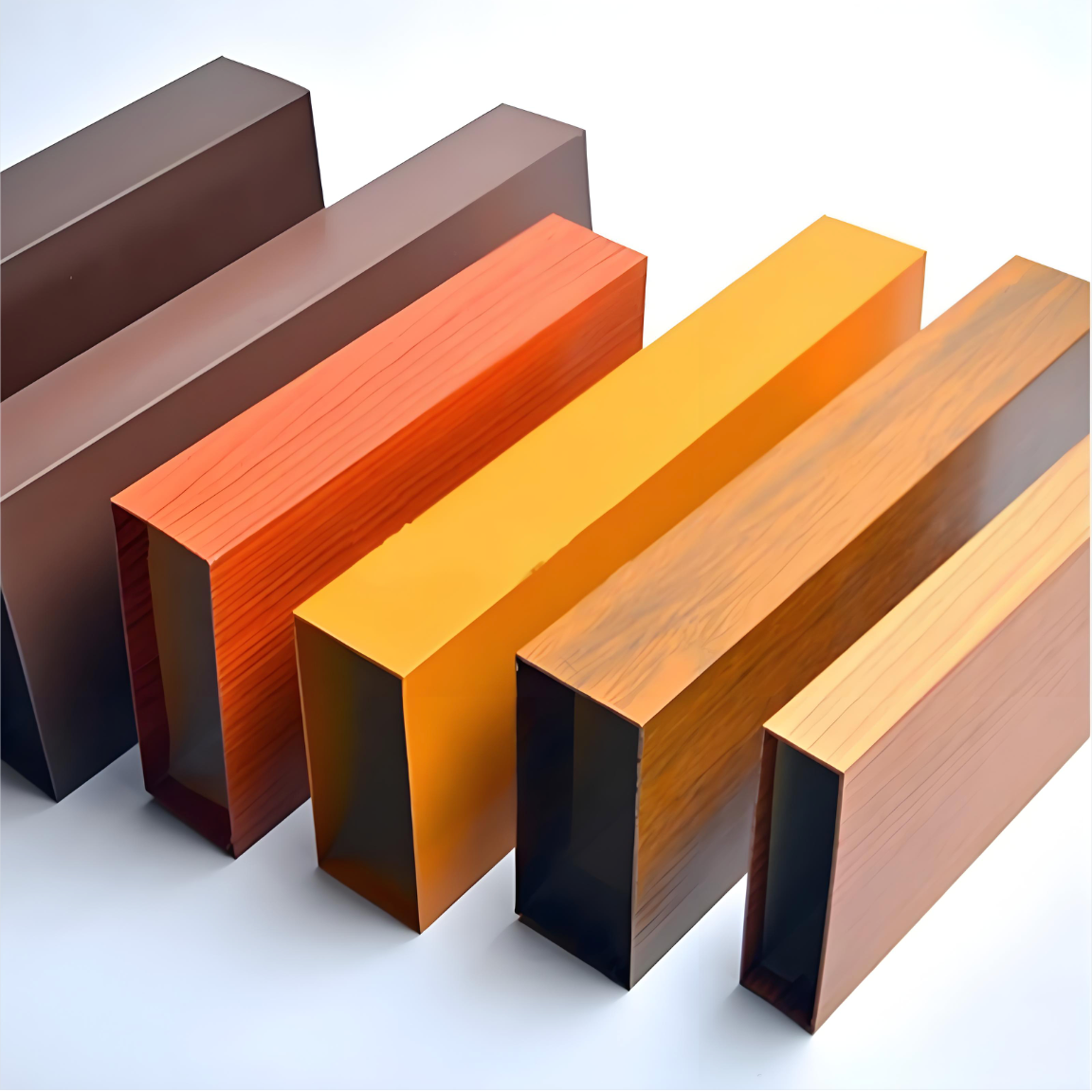
Custom Aluminum Rectangular Tubes | 6063 & 6061 Extruded Tubing
Factory-direct custom extruded aluminum rectangular tubes & flat pipes. 6063/6061 alloys, tailored wall thicknesses & interior ribs. CNC fabrication &…
Details