Aluminum Solar Panel Frame Extrusions | PV Module Frames
Custom aluminum solar panel frames. 6063-T5/T6, anodized AA15/AA20. Tight straightness, pre-punched holes, no twist. Stop micro-cracks & corrosion. Cut, punched, labeled. Send drawing.
Technical Specifications
Certified precision data per ISO 9001:2015
Details
Certified precision data per ISO 9001:2015
A frame that twists during lamination, pits after three monsoons, or arrives at the plant with mounting holes 2 mm off isn’t just a defective part—it’s a catastrophic warranty claim waiting to happen. We extrude, cut, punch, and protect aluminum PV frames that are engineered to stay in the field, not come back to the factory.
Solar panel frames look straightforward. On the surface, it’s just a long aluminum profile with a groove for the laminate, a slot for the mounting bolt, and a few drainage paths. But anyone who has run an automated assembly line knows how fast minor deviations turn into major bottlenecks. A subtle bow in the profile can instantly jam an automatic framing station. A rushed anodizing seal will fail salt spray testing within months. Slotted holes that drift out of tolerance force field installers to re-drill on-site—scratching the protective coating and wiping out your project margin.
We don’t just supply the profile. We manage the entire fabrication chain: precision cutting, CNC punching, drainage slotting, grounding boss integration, and protective film application. The frames arrive at your module plant ready to feed directly into the framing machinery. No manual straightening, no on-site re-drilling, and no surprises.
Four Common Failure Modes (And How We Solved Them)
1. “The frame has a micro-twist, and we’re seeing cell micro-cracks post-lamination.”
This issue keeps quality managers up at night. If an aluminum profile has a slight structural twist, it forces the glass laminate into a constant, subtle curve as the silicone cures. This residual stress concentrates directly at the solar cell edges. Months down the road under environmental loading, micro-cracks begin to propagate. The module might pass initial testing, but its long-term power degradation curve steepens drastically.
- The Factory Fix: We hold profile straightness to ≤0.5 mm/m or better. Every profile passes through a dedicated tension stretcher after exiting the press—we never rely on quick roller-straightening, which merely masks internal stresses. Cross-sections are continuously monitored at both the start and end of every production run using a high-precision profile projector. Critical dimensions touching the laminate and mounting clamps are tightly held to ±0.15 mm. For standard rooftop projects, we use 6063-T5; for large-format utility panels or heavy snow-load zones, we step up to 6063-T6 or 6005-T5 to provide optimal structural rigidity.
2. “After two years near the coast, the frames are blooming with white rust.”
White rust on anodized aluminum is almost always caused by poor sealing quality. While the oxide layer may form correctly in the tank, if the microscopic pores aren’t thoroughly closed, ambient moisture and salt ions penetrate the layer, causing sub-surface corrosion. This often happens when lines use cold-sealing additives to cut energy costs or use low-grade billets high in iron tramp elements, creating micro-galvanic cells.
- The Factory Fix: Our baseline standard for outdoor exposure is AA15 (≥15 microns). For high-humidity environments, coastal sites, or floating solar projects, we mandate an AA20 (≥20 microns) architectural finish. We seal using a high-temperature nickel salt hot-water process rather than a quick cold dip. Every production batch is validated via the ISO 3210 acid dissolution test to guarantee pore closure. Furthermore, we run a chrome-free passivation pre-treatment to arrest filiform corrosion before it can creep under the oxide layer at a scratch point. We extrude exclusively from primary aluminum 6063 billets—never remelted scrap. Clean metal yields a clean, uncompromised oxide seal.
3. “The mounting holes don’t line up with the tracking rails.”
Misaligned tolerances stall ground-mount installations instantly. If a field crew discovers that the pre-drilled frame holes miss the racking slots by even a few millimeters, they are forced to re-drill the frame on-site. This voids the manufacturer’s warranty, exposes raw aluminum to atmospheric corrosion, and slows down mechanical installation schedules.
- The Factory Fix: We CNC-drill or punch every single mounting hole after the profile is cut to length, referencing the exact same datum edge across the entire batch run. This keeps positional tolerances within ±0.2 mm. Drain slots are engineered as elongated channels to facilitate real water evacuation, avoiding tiny circular holes that quickly clog with dust and organic matter. Grounding marks are extruded directly into the die as a raised boss and pre-drilled, providing a clean, flat surface for immediate electrical contact without forcing installers to manually scrape away the anodizing layer.
4. “The frames arrived scratched, forcing us to reject the entire batch.”
This is the most frustrating rejection because the extrusion itself may be metallurgically perfect. However, if bare aluminum rubs against aluminum during transit or handling, deep abrasions slice through the protective anodized layer, leaving a wide-open path for atmospheric oxidation.
The Factory Fix: We apply a heavy-duty PE protective film in-line right as the profile exits the aging oven. The film remains affixed throughout cutting, punching, and assembly. All factory tooling on our saws and punch presses utilizes custom nylon or rubber contact pads to eliminate metal-on-metal friction. Finished frames are securely stacked with thick foam or corrugated paper separators between every layer, wrapped in heavy stretch wrap, and loaded onto reinforced export pallets. The film peels off cleanly at your automated assembly line, exposing a flawless, pristine anodized surface.
Profile Selection Guide
| Profile Type | Typical Use | Alloy & Temper | Surface Treatment |
|---|---|---|---|
| Standard PV frame | Residential and commercial modules | 6063-T5 | Anodized AA15, silver or black |
| High-strength frame | Large-format, heavy snow/wind loads | 6063-T6 or 6005-T5 | Anodized AA15/AA20 |
| Coastal frame | Offshore, floating, high-humidity sites | 6063-T5/T6 | Anodized AA20, nickel sealed |
| Custom profile | BIPV, thin-film, special laminates | Per specification | Anodized, electrophoretic, or PVDF |
Every frame we ship is extruded from one billet batch and anodized in one tank run. If you order frames for a 50 MW project, the color matches across every pallet.
Engineered Frame Features
Integrated Grounding Boss: A raised pad extruded directly into the frame profile provides a flat, clean surface for the grounding clip, maintaining long-term electrical continuity across the array.
Silicone Overflow Groove: The internal channel is precisely sized to accommodate your specified structural adhesive bead volume. This prevents excess silicone from squeezing out onto the active PV glass while ensuring the bond line remains fully saturated.
Directional Drainage: Slots are mathematically positioned on the short and long sides to ensure complete moisture drainage at varying design tilt angles, preventing water accumulation and subsequent edge-delamination.
Tolerances We Ship To
| Feature | Standard | Why It Matters |
|---|---|---|
| Straightness | ≤0.5 mm/m | No frame twist, no laminate stress |
| Cross-section dimensions | ±0.15 mm (critical features) | Consistent fit in automatic framing machines |
| Cut length | ±0.2 mm | Square corners, even silicone gap |
| Hole position | ±0.2 mm | Rails bolt up without re-drilling |
| Anodizing thickness | AA15: ≥15 µm, AA20: ≥20 µm | Corrosion protection for 25 years |
| Sealing quality | Pass ISO 3210 acid dissolution | No white rust |
FAQ
1: We are designing a floating solar array near a coastal environment. Is standard AA15 anodizing sufficient?
A: No. A standard AA15 finish or an improperly sealed layer will quickly pit in a high-salinity, high-humidity marine environment. For floating solar or coastal projects within 5 km of breaking surf, we explicitly mandate AA20 (≥20 microns) combined with high-temperature nickel salt sealing. This creates a denser, highly stable barrier layer capable of resisting continuous chloride ion attack over a 25-year service life.
Q2: We recently faced cell micro-cracking issues on a utility project. Could the frame profile be the primary cause?
A: Yes, it is highly probable. If a frame profile exhibits cross-sectional bowing or linear twisting out of the press, the automated framing machine will force the composite glass laminate into a warped plane to close the corners. Once the structural adhesive cures, the glass is locked into a state of continuous mechanical stress. As environmental wind or snow loads act on the panel, this stress triggers micro-cracks along the cell matrices. Tight straightness control (≤0.5 mm/m) is essential to prevent this.
Q3: Are mounting, drainage, and grounding holes punched inline during the extrusion process?
A: No, inline punching on the run-out table compromises structural tolerances due to thermal contraction as the metal cools. All profiles are first extruded, tension-stretched, and fully aged to their final T5/T6 temper. Only then are they passed to our CNC fabrication lines where they are cut, punched, and drilled using a fixed datum reference point. This two-step process ensures that every hole coordinates perfectly with your engineering drawings.
Q4: Can you ensure exact color matching for black anodized frames across multiple shipments?
A: Yes. Black anodizing tones can drift if billet chemistry fluctuates or if the tank dye concentration changes. To ensure absolute visual uniformity across large utility-scale orders, we match the finish against your target physical control sample and isolate the production to a single, continuous run using uniform billet logs.
Q5: What is your minimum order quantity (MOQ) for a custom PV frame design?
A: For a completely custom profile requiring new tooling, our manufacturing MOQ is 500 kg per profile shape. Since a standard solar frame requires both a long-side and a short-side profile design, the combined entry threshold is typically 1,000 kg total to amortize the engineering and die setup costs. If you are matching an industry-standard frame geometry, we likely already possess the tooling and can accommodate smaller initial validation runs.
Q6: How are the finished components packaged for international sea freight?
A: Every single profile is wrapped in-line with protective PE film. The components are then bundled with high-density foam spacers separating each layer to avoid abrasive contact. The entire lot is strapped down onto reinforced wooden or metal pallets, wrapped in multi-layered, weatherproof stretch film, and crated. We can also pack pallets tailored to your specific module assembly kits (e.g., exact frame counts for 100 modules per crate) to streamline your plant inventory counts.

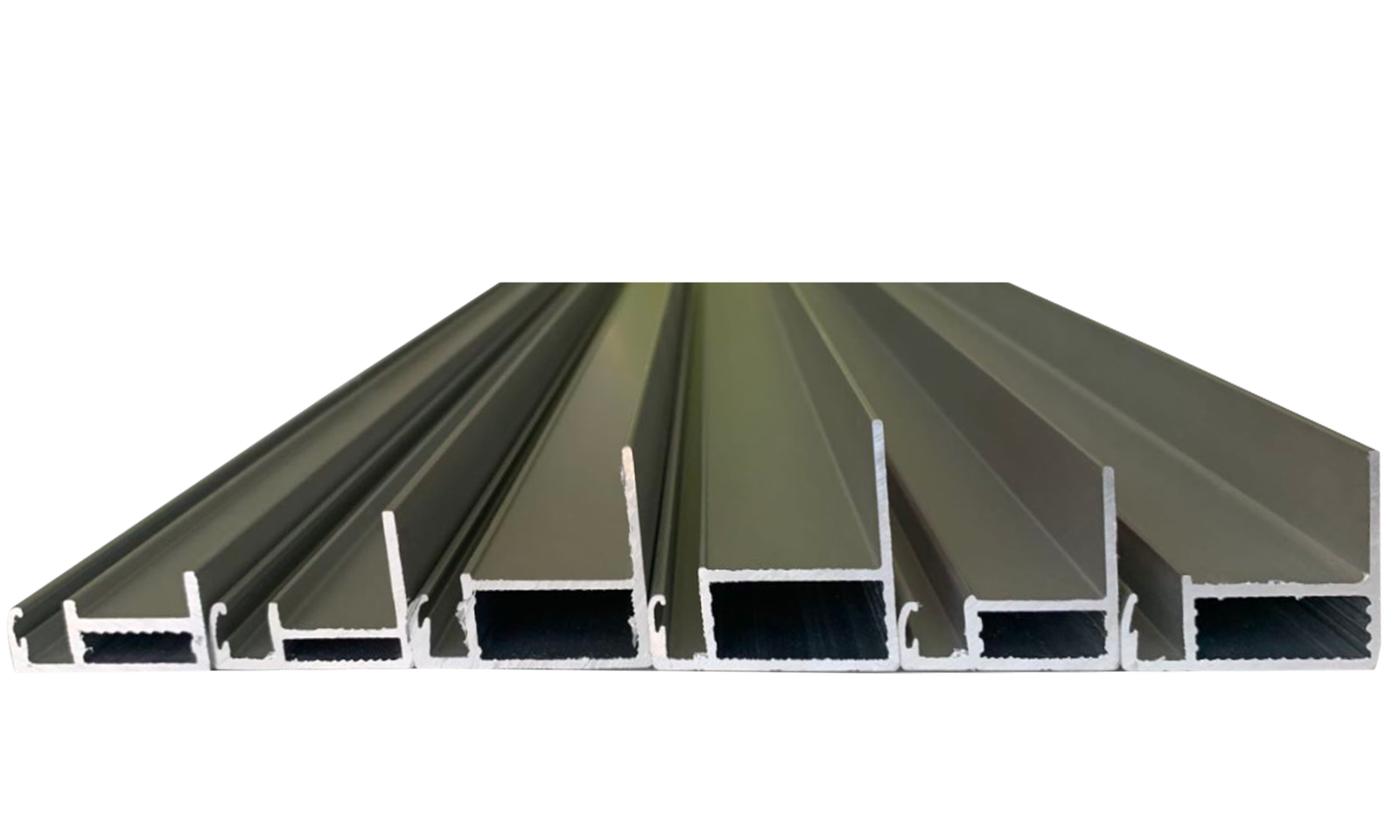
Schematics
Cross-sectional dimensions

Related Profiles
Complementary hardware for your structural assembly
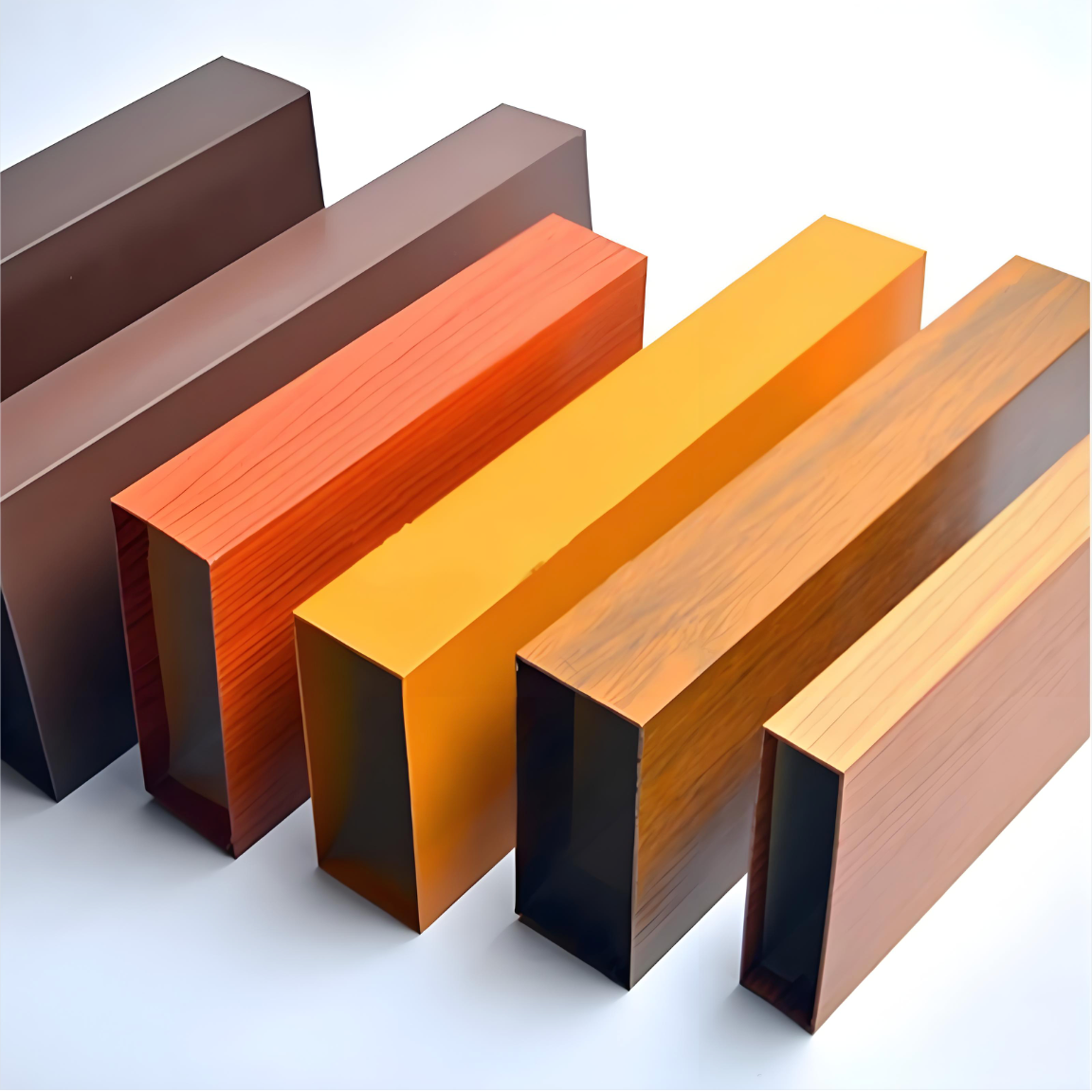
Custom Aluminum Rectangular Tubes | 6063 & 6061 Extruded Tubing
Factory-direct custom extruded aluminum rectangular tubes & flat pipes. 6063/6061 alloys, tailored wall thicknesses & interior ribs. CNC fabrication &…
Details
Custom Aluminum Glass Railing Profiles | Balcony & Stair Balustrade Profiles | Linkedalu
Custom extruded aluminum glass railing systems. Handrails, posts, glass shoes, toe plates. PVDF & powder coat. Integrated drainage. Pre-cut, drilled,…
Details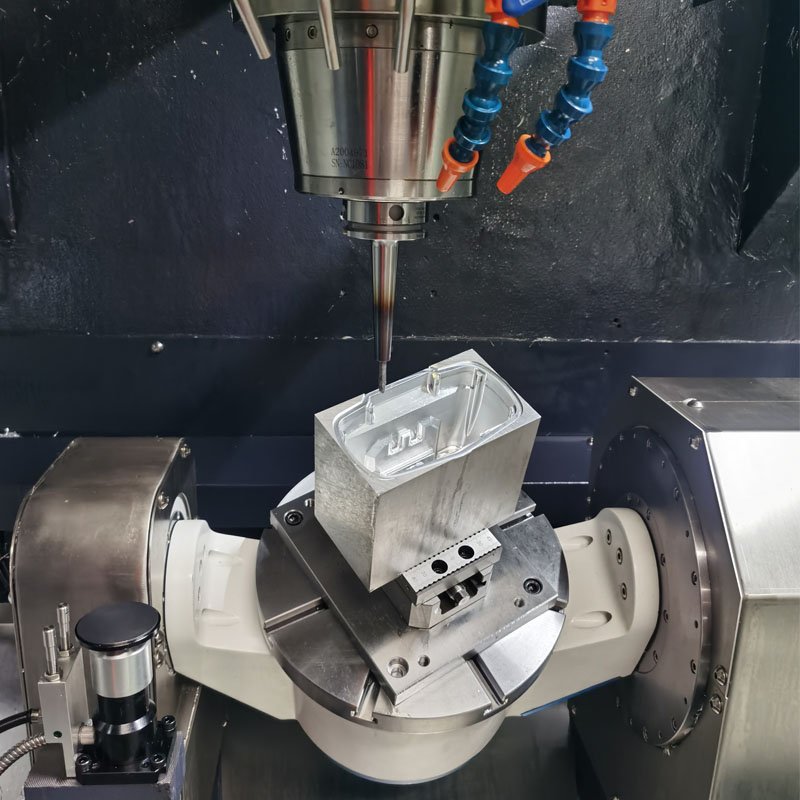
Aluminum Profile CNC Deep Processing Services: From Extrusions to Ready-to-Assemble Components
aluminum profile CNC deep processing, precision aluminum cutting and drilling, custom industrial aluminum components, aluminum extrusion post-processing factory, Linkedalu Metal…
Details