LED Light Aluminum Extrusion Profiles | Housing, Channels & Rails
Custom aluminum profiles for LED tube lights, linear fixtures, strip channels, and track rails. 6063-T5, black or silver anodized. Pre-cut, drilled, tapped. We fix thermal, fit, and assembly problems.
Technical Specifications
Certified precision data per ISO 9001:2015
Details
Certified precision data per ISO 9001:2015
You aren’t just buying aluminum bars. You are buying a structural housing that has to hold a PCB perfectly flat, grip a polycarbonate cover tight without buckling, run cool for 50,000 hours, and look pristine under a retail showroom spotlight.
We extrude it. We CNC machine it. We anodize it. You build the light.
[Precision Extrusion] ➔ [In-House CNC Machining] ➔ [Dye-Controlled Anodizing]
➔ [Ready-to-Assemble Housing]We manufacture the critical aluminum components for commercial and industrial LED fixtures:
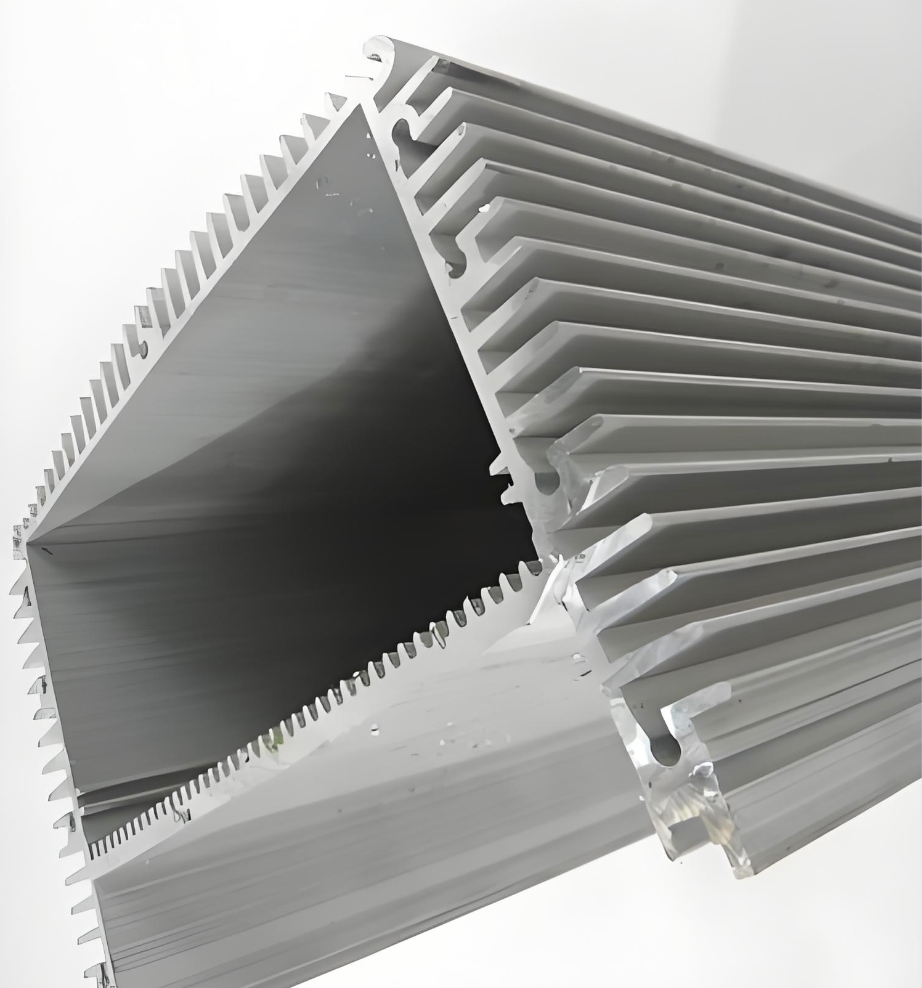
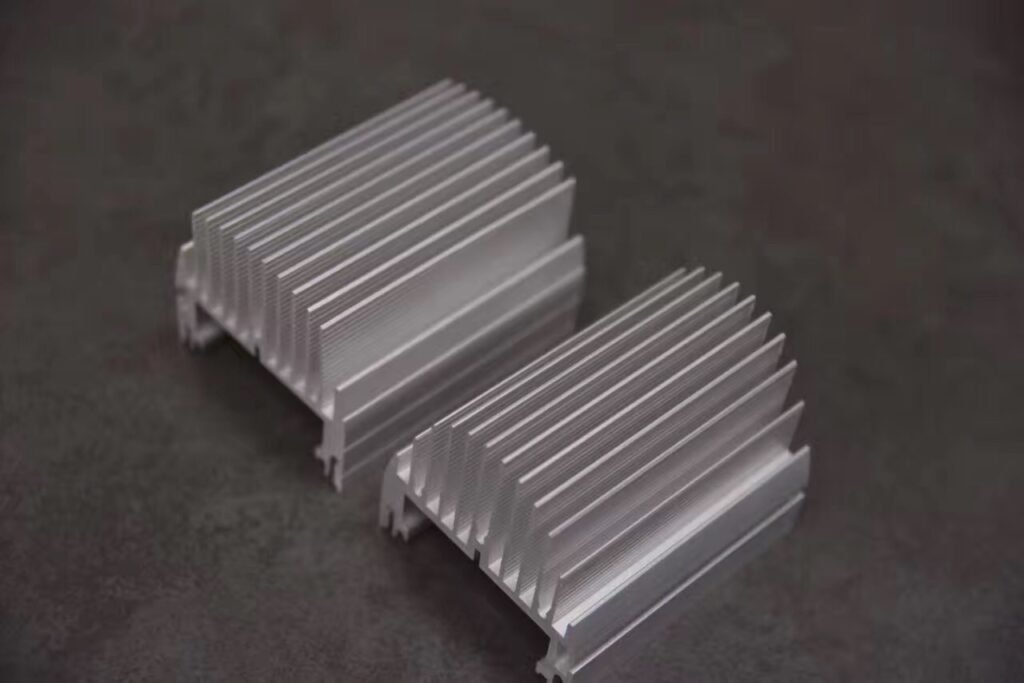
- T5 and T8 Retrofit Tubes: Heavy-duty cylindrical housings with integrated heat-dissipating channels.
- Linear Pendant & Surface Channels: Architectural-grade profiles with seamless diffuser integration.
- Wall Washers & Grazers: Angled housings engineered to throw light precisely while concealing the source.
- U-Channels & V-Channels: Ultra-slim, low-profile tracks for commercial tape light installations.
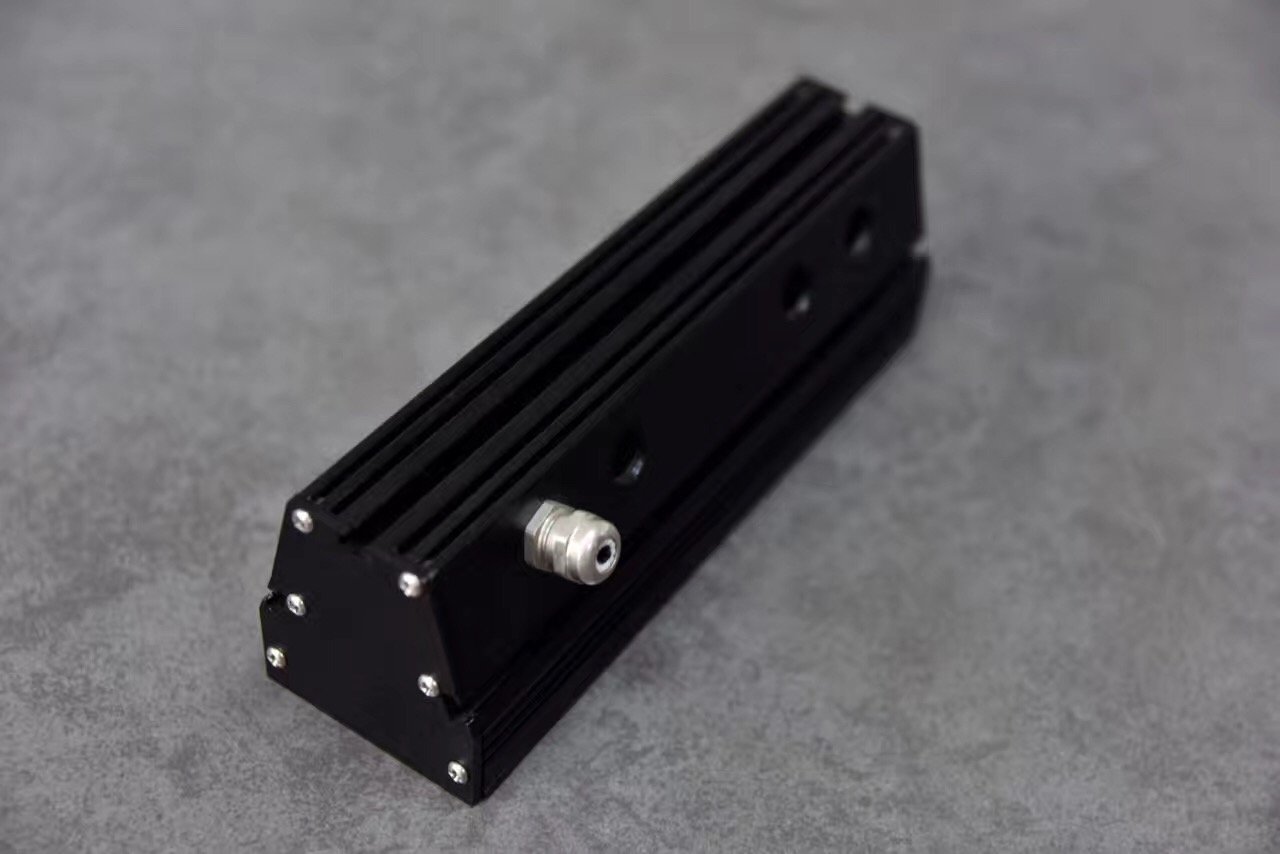
- Track Light Rails: Robust rectangular rails with tight internal tolerances for conductive electrical tracks.
These profiles are not generic catalog items. The snap-fit groove that holds your PC diffuser has to be dimensioned exactly to the tolerances your cover supplier is molding. The internal screw bosses must align perfectly with your molded end caps. The surface where your LED metal-core PCB (MCPCB) sits must be flat enough to prevent micro-gaps that trap heat and burn out diodes.
We work directly from your fixture drawings. If you are in the early R&D phase and don’t have a finalized CAD file yet, tell us your PCB width, cover type, and mounting constraints. We will sketch a custom cross-section, cut the die, extrude the run, perform the secondary CNC fabrication, anodize in a color-matched batch, and deliver.
Real Problems We Solve for Lighting Manufacturers
1. “Our LEDs are burning out early. Thermal testing shows the housing isn’t pulling heat away.”
This is the most common issue we see with high-wattage linear fixtures and T8 retrofits. The LED board is taped or screwed to the housing, but heat is bottling up at the diodes.
When we analyze the failed profiles, the issue is almost always twofold:
- Insufficient Thermal Mass: The wall where the PCB sits is too thin (≤1.0 mm), causing the aluminum to saturate with heat rapidly.
- Convex or Concave Extrusion Faces: A slight crown or wave on the extruded mounting bed means the PCB only makes contact with the metal at a few high points. The resulting micro-gaps of dead air act as thermal insulators, cooking the chips.
- How We Fix It: We optimize the profile’s structural cross-section in the die. We increase the wall thickness under the LED mounting channel to 2.5–3.0 mm to act as an effective heat sink. For high-output fixtures, we extrude a shallow, continuous contact pad directly under the diode row. This ensures full surface-to-surface contact with your thermal interface material (TIM).
- We extrude exclusively from primary 6063-T5 aluminum, which provides a reliable thermal conductivity of k≈200 W/m⋅K. For highly sensitive, high-output fixtures, we can also precision-face mill the PCB channel post-extrusion to guarantee flatness to within ≤0.1 mm across the entire length.
2. “The PC cover doesn’t seat right. We’re fighting dark lines, light leaks, and bowing.”
The snap-in groove that secures the polycarbonate or acrylic diffuser is the most critical dimension on an LED profile. If the gap is off by a fraction of a millimeter, assembly becomes a nightmare. Too narrow, and the lens bows and pops out under thermal expansion. Too wide, and the lens rattles, leaves visual gaps, and leaks light at the end caps.
- How We Fix It: We hold our cover groove openings to a strict ±0.15 mm tolerance. Every run is tension-straightened to a maximum deviation of ≤0.5 mm/m to eliminate any structural twisting.
- Before we cut your final production tool, we ask you to send us a physical sample of the exact plastic cover you are using. We will extrude a short sample section on our press and physically test the fit. We adjust the die dimensions until the cover snaps in with the exact mechanical resistance your assembly line expects.
3. “Our team is stuck sawing and drilling. We are a lighting brand, not a machine shop.”
We recently worked with a customer manufacturing linear architectural pendants in 2-foot, 4-foot, and 8-foot variations. They were buying raw 6-meter extruded bars, cutting them with a standard shop saw, and hand-drilling mounting holes and screw-boss entries for every single fixture. A production run of 500 units meant 2,000 manually drilled holes, a 5%scrap rate from human error, and a massive bottleneck on their assembly floor.
- How We Fix It: We deliver your housings pre-cut to exact assembly lengths. All screw holes are CNC-drilled and tapped directly in our facility. Mounting bracket slots are cleanly punched to coordinate with your hardware. Every single component is labeled, clean, and deburred.
- Because we house our high-speed CNC machining centers under the exact same roof as our extrusion presses, there are no logistics delays, no outsourced markup, and no finger-pointing between separate suppliers.
4. “Our black anodized finish is patchy and inconsistent under showroom lights.”
Matte black is highly sought-after for high-end architectural fixtures, but black dye is incredibly unforgiving. Any minor variation in the aluminum alloy’s grain structure, the anodizing tank’s chemistry, or the electrical current density during the process shows up instantly as streaks or varying shades of charcoal grey.
- How We Fix It: We operate a dedicated anodizing line where tank temperature, dye concentration, and pH levels are metered and adjusted at the start of every shift. Profiles are mounted on custom-engineered racking jigs that ensure uniform current distribution across every face—deep inside the cover grooves, along the outer fins, and inside the screw bosses.
- If your fixtures are going into high-visibility environments like luxury hotels or auto showrooms, we also offer premium UV-stable black powder coating. Powder coating provides a thicker, exceptionally durable finish with zero dye-lot variation across high-volume production runs.
Extrusion Geometry & Alloys
Custom Profile Options
| Fixture Profile Class | Structural Design | Key Thermal & Mechanical Features |
|---|---|---|
| T5/T8 Retrofit Tubes | Cylindrical or semi-oval housing with cooling fins | Thick PCB bed, integrated internal screw bosses, snap-fit lens channel |
| Linear Pendant Lights | Rectangular architectural channels | Wide PCB shelf, deep recessed mounting grooves, rear wire-routing slots |
| Wall Washers / Grazers | Angled asymmetric housings | Angled mounting shelf, deep glare shields, integrated mounting arm rails |
| LED Strip Channels | Ultra-slim U-channels or V-channels | Low-profile depths, shallow snap-on lens lips, plaster-in dry-wall flanges |
| Track Light Rails | Heavy-walled rectangular structures | Precision internal T-slots, high dimensional straightness for conductor inserts |
| Cleanroom / Vapor-Tight | Deep, robust sealed housings | Integrated silicone gasket grooves, heavy-duty latch edges, flat sealing faces |
Available Surface Finishes
- Clear Silver Anodized (AA10/AA15): The industry standard for commercial shop lights and utility fixtures. Clean, highly cost-effective, and provides excellent passive radiative cooling.
- Matte Black Anodized (AA15): Premium architectural look. Deep, non-reflective finish with strict batch-to-batch color matching.
- Architectural Powder Coating (RAL Colors): Essential for outdoor, wet-location, or high-humidity fixtures. Thicker, highly impact-resistant, and completely eliminates dye lot variations.
- Electrophoretic Coating (E-Coat): Perfect for complex geometric shapes or high-corrosion environments. Guarantees 100% uniform coverage inside deep internal channels.
Manufacturing Tolerance Standards
We calibrate our production lines to ensure that every housing integrates flawlessly with your electronics and optics:
| Dimensional Feature | Standard Tolerance | Why It Matters to Your Assembly |
|---|---|---|
| Straightness | ≤0.5 mm/m | Guarantees dead-straight linear runs along walls and ceilings |
| Cover Groove Width | ±0.15 mm | Prevents diffuser rattling, popping, or light leaks |
| Finished Cut Length | ±0.10 mm | Ensures end caps sit completely flush with zero light gaps |
| End Hole Position | ±0.20 mm | Eliminates screw misalignment during final end-cap assembly |
| PCB Flatness (Optional Milling) | ≤0.10 mm | Maximizes metal-to-board thermal transfer to eliminate hot spots |
Frequently Asked Questions (FAQ)
Q1: We are designing a brand-new linear pendant light. Can you help us optimize the profile design?
A: Absolutely. If you send us your target PCB width, the diode density, your mounting strategy, and a sample of your chosen diffuser, our engineering team will design the profile’s cross-section. We will optimize the wall thicknesses—putting thermal mass exactly where the LED heat source sits while thinning out non-structural walls to minimize material weight and lower your per-meter cost.
Q2: We need 3-meter-long linear housings. Can you guarantee they won’t warp or twist?
A: Yes. We hold our profiles to a straightness tolerance of ≤0.5 mm/m. This means a 3-meter architectural housing will have a maximum deviation of only 1.5 mm from end to end. We also square-cut the ends on our CNC saws to guarantee that when your installers join multiple housings end-to-end, the seams are virtually invisible.
Q3: Our current supplier’s black anodizing has a streaky appearance under bright light. Why?
A: Streaking in black anodizing is usually caused by two issues: poor surface preparation (which fails to remove extrusion die lines) or improper racking on the anodizing line, which restricts current flow. We pre-clean and micro-etch our profiles before they enter our dedicated, dye-monitored black anodizing tanks. Every profile is racked on custom titanium jigs to ensure absolute uniformity. If visual perfection is your priority, we will also gladly quote a matte black powder-coated finish.
Q4: Is buying pre-machined housings actually more cost-effective than cutting them in-house?
A: Almost always. When you add up the labor hours your team spends cutting and drilling, the cost of tool wear (blades and drill bits), and the material scrap rate (which averages 3–5% in manual shops), our CNC processing costs are significantly lower. More importantly, it frees up your skilled workers to focus on assembly and testing, dramatically increasing your daily output.
Q5: Can you match the anodized silver finish to a component we source elsewhere?
A: Yes, but we need a physical sample of that component first. Because chemical tank parameters and billet alloy compositions vary between extruders, we will run a small test batch of our alloy through our tanks and send you the physical samples to verify the visual match before launching full-scale production.
Q6: What is the minimum order quantity (MOQ) for custom LED profiles?
A: For a completely new custom die, our manufacturing MOQ is 500 kg of profile. Because LED profiles are lightweight, 500 kg represents a substantial run of meters, which is highly cost-effective for amortization. If we already have open-source tooling that matches your required dimensions, we can run trial batches as low as 200 kg.
Schematics
Cross-sectional dimensions
Related Profiles
Complementary hardware for your structural assembly
LED Light Aluminum Extrusion Profiles | Housing, Channels & Rails
Custom aluminum profiles for LED tube lights, linear fixtures, strip channels, and track rails. 6063-T5, black or silver anodized. Pre-cut,…
Details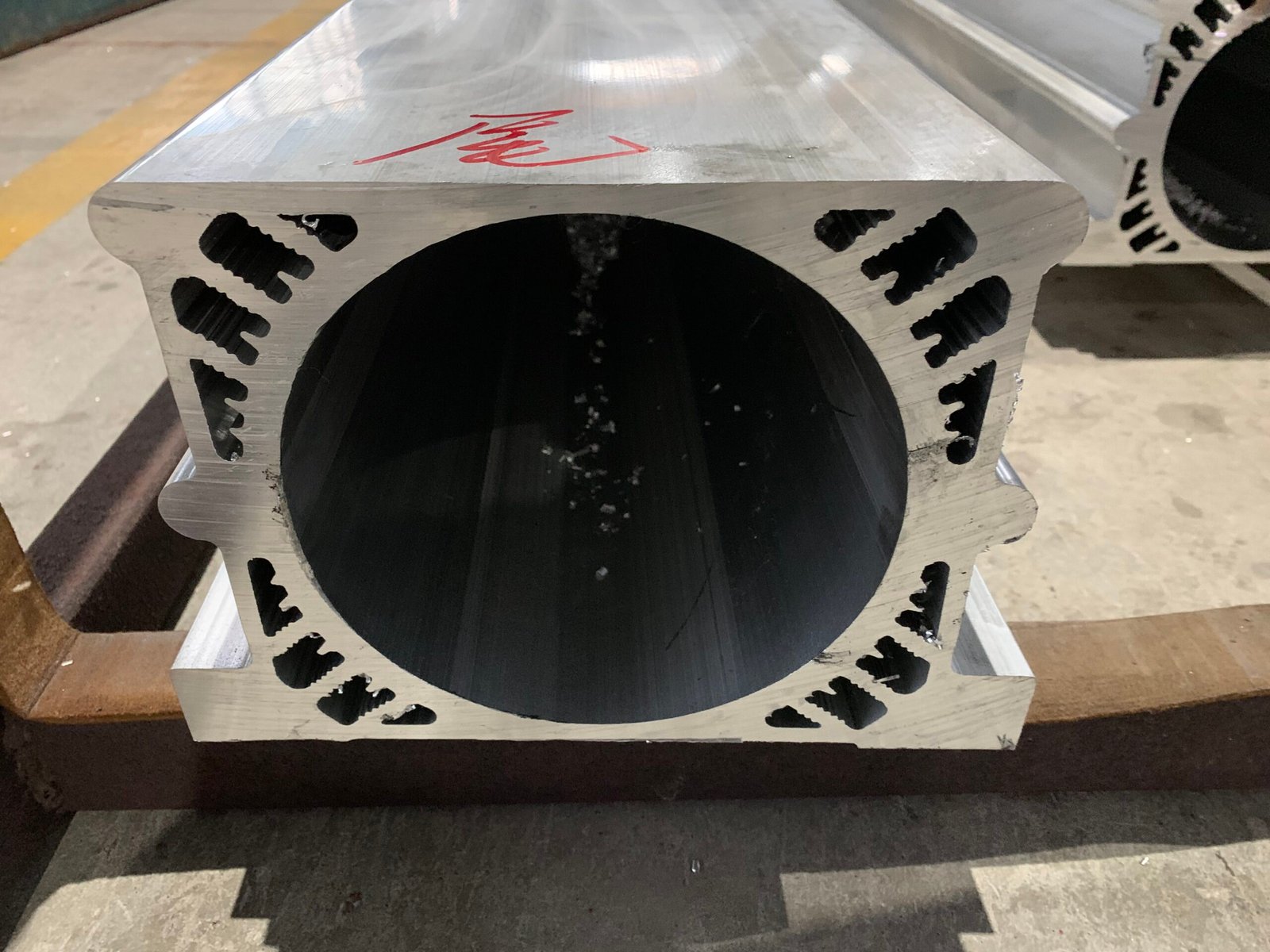
Custom EV Motor Cooling Enclosures | Extruded Aluminum Servo, Stepper & EV Motor Shells
Custom extruded aluminum motor housings with integral cooling fins. Tight bore roundness ≤0.05 mm. Black anodized, hard anodized. Cut, bored,…
Details
Custom Aluminum Heat Sink Extrusions | 6063 LED & Power Heatsink Profiles
We extrude custom aluminum heat sink profiles in 6063-T5. Capabilities include high-density fins (up to 1.5mm pitch), black anodizing for…
Details