Custom Aluminum Heat Sink Extrusions | 6063 LED & Power Heatsink Profiles | Linkedalu Metal Group Co.,Ltd
We extrude custom aluminum heat sink profiles in 6063-T5. Capabilities include high-density fins (up to 1.5mm pitch), black anodizing for improved thermal radiation, CNC skiving for ultra-thin fins down to 0.2mm, and precision machining. Typical applications include LED street lights, power inverters, CPU coolers, and EV onboard chargers. We work from your 3D drawing or thermal specification.

Technical Specifications
Certified precision data per ISO 9001:2015
Details
Certified precision data per ISO 9001:2015
We extrude aluminum heat sink profiles. Not off-the-shelf, not “close enough”—but the exact cross-section your thermal simulation calls for.
Most heat sink suppliers hand you a catalog and ask you to pick something. That works for simple projects. It doesn’t work when you’re squeezing 150 watts into a sealed enclosure, or when a few degrees of junction temperature determine whether your LED array lasts five years or ten.
We start from your drawing—or your thermal requirement. Our die engineers evaluate your fin height, fin ratio, pitch, base thickness, and tolerances against what’s actually extrudable in 6063-T5 at production speed. If something won’t fill properly or the die won’t survive, we’ll tell you before anyone cuts steel—and suggest an alternative that gets you the same thermal performance.
The result is a heat sink profile that’s been engineered for manufacturability from day one. No surprises during sampling. No die failures in production.
What We Can Do (and Where Our Limits Are)
We’re upfront about what works and what doesn’t. Here’s our actual capability range, not a marketing wish list.
| Parameter | Comfortable Range | Pushing the Limit |
|---|---|---|
| Alloy | 6063-T5 (standard), 6061-T5 | 6060 for complex thin fins |
| Fin pitch | ≥ 2.5mm | 1.5mm minimum (very fin-height dependent) |
| Fin height | Up to 50mm | 80mm with careful die design |
| Fin tip thickness | ≥ 0.5mm (as-extruded) | 0.2mm via CNC skiving |
| Base thickness | 2mm–20mm | Thicker by design |
| Profile width | 10mm–300mm | Wider requires large press—we’ll check |
| Surface finish | Mill, anodized, hard anodized, blasted | Electrophoresis on request |
| Length | Standard 6m, cut-to-length from 100mm | Up to 7m extruded |
If your design sits outside these ranges, don’t assume it’s impossible. Send the drawing anyway. Sometimes a small tweak to corner radii or fin taper is all it takes to bring it within extrudable limits.
Three Ways We Form Fins
Not every heat sink should be made the same way. We use three processes, often in combination, depending on what your thermal design demands.
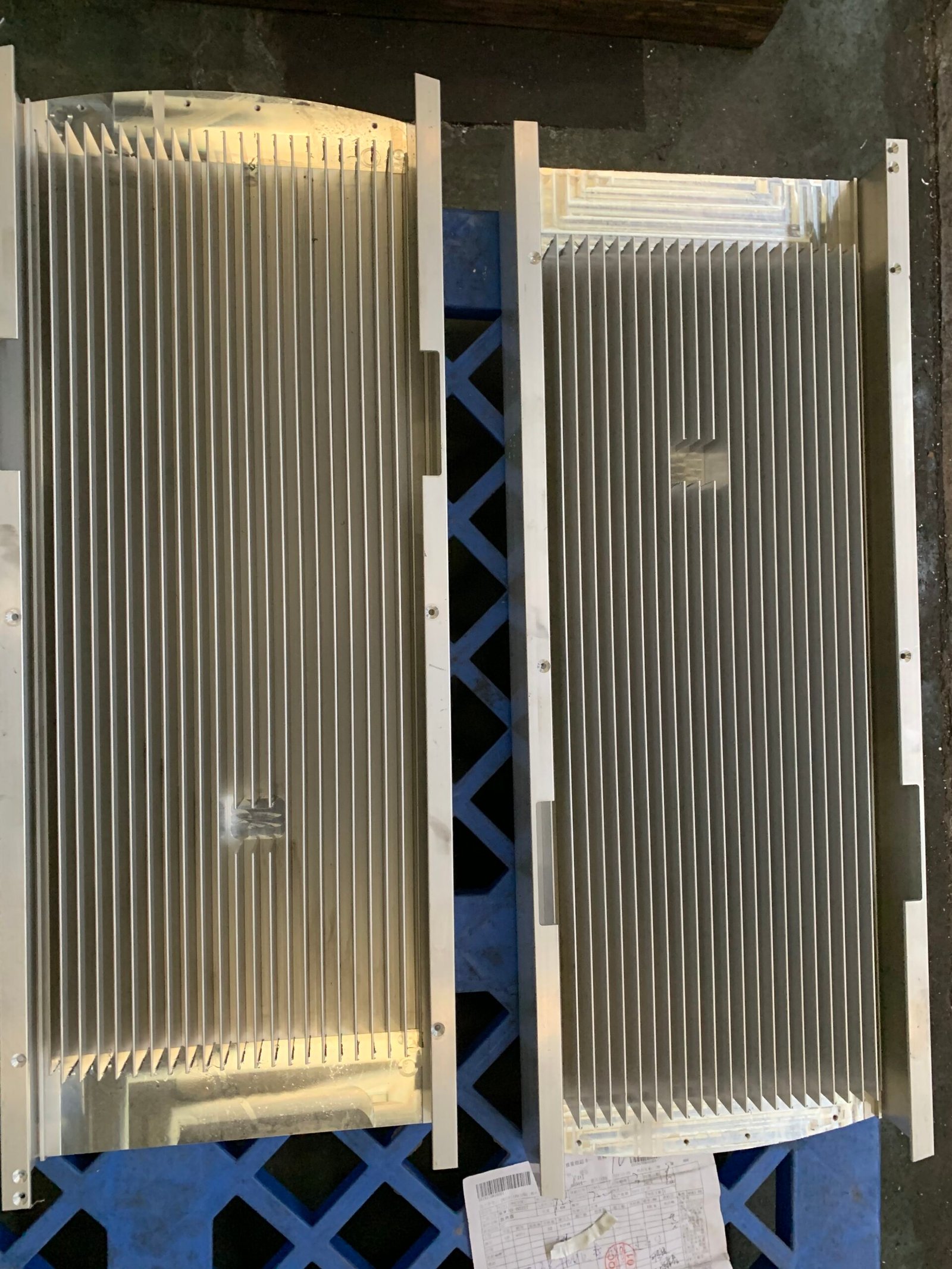
Direct Extrusion
The workhorse. Fins and base are extruded as one solid piece of aluminum. No joints, no thermal interface resistance between fin and base. Best for fin heights under 50mm and tip thickness above 0.5mm. Lowest cost, highest production speed, most consistent quality.
CNC Skiving
When your design needs fins thinner than 0.5mm or denser than standard extrusion can reliably hold, we don’t force the die to do something it can’t. We extrude a blank with thicker fins, then slice them down to size on a CNC skiving machine. Achievable fin thickness: 0.2–0.4mm. This is how high-performance CPU coolers and server heatsinks are made.
Bonded / Inserted Fin
For very large heat sinks—think industrial drives, welding machines, traction inverters—where fin height exceeds what’s practical in a single extrusion, we can bond or mechanically press individual fins into a grooved base plate. It gives you enormous surface area without the die complexity and cost of a giant profile.
We’re not married to one process. The right one is whichever gets you the thermal performance you need at the best cost. We’ll recommend it.
Surface Finish Matters for Thermal Performance
The surface of a heat sink does two things thermally: it convects heat to the air and it radiates heat to surrounding surfaces. The second one is often overlooked.
| Finish | Emissivity | When to Use It |
|---|---|---|
| Mill finish (as-extruded) | ~0.05–0.10 | Enclosed forced-air cooling where radiation is negligible; lowest cost |
| Black anodized | ~0.85–0.90 | Natural convection cooling; the 10–15% thermal improvement is real and measurable |
| Hard anodized | ~0.80 | When you need electrical isolation plus good thermal radiation; durable surface |
| Sandblasted + anodized | ~0.90+ | Increases micro-surface area for better convection; matte appearance for visible parts |
A quick rule: if your heat sink relies on natural convection (no fan), black anodize it. The radiation gain alone is worth the small added cost. If you’re running forced air at high velocity through a closed chassis, mill finish might be perfectly adequate.
We run anodizing in-house. Black, natural silver, champagne, bronze. Hard anodizing too, when electrical insulation is a requirement.
You Get More Than the Extrusion
Most of our customers don’t want to receive six-meter bars and figure out the rest themselves. They want parts that bolt onto their PCB, LED board, or IGBT module straight out of the box.
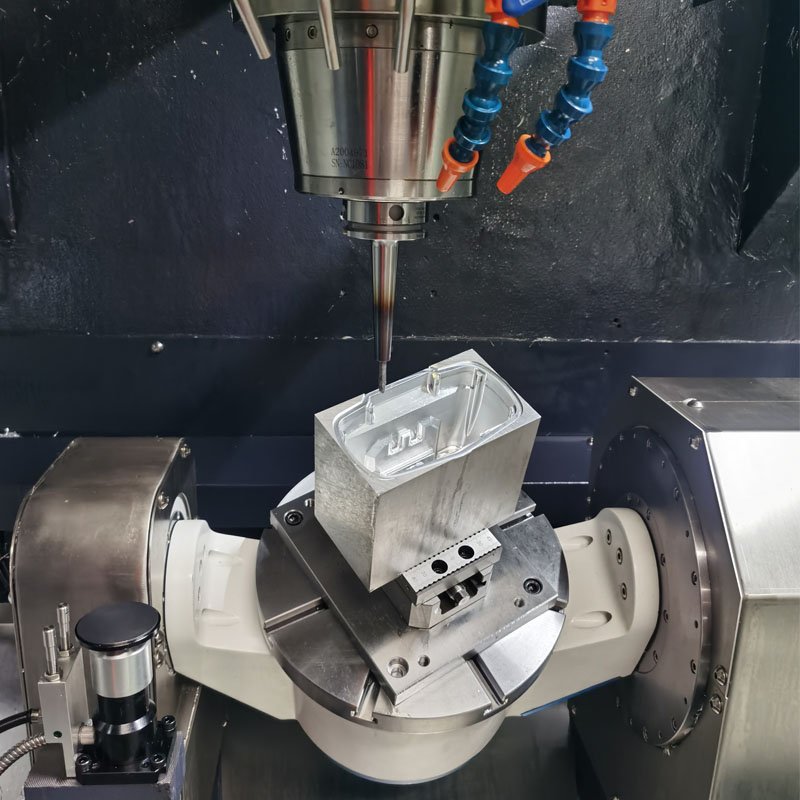
We do the secondary work in our own CNC shop:
- Precision cut-to-length: ±0.1mm, clean square ends
- CNC drilling and tapping: Mounting holes, thermal via patterns, M2.5 to M6 threads
- Base surface milling: Flatness ≤ 0.05mm across the mounting face—critical for low thermal interface resistance
- Skiving (as described above): Ultra-thin fin creation
- Deburring and cleaning: Parts arrive ready to handle, not covered in chips and oil
One supplier. Extrusion, anodizing, machining. Less finger-pointing when something goes wrong, and faster when everything goes right.
Where Our Heat Sinks End Up
We’re not going to claim we’ve done everything. But here are applications where we have real, shipped, repeat-order experience:
LED Lighting
Street lights, high bays, flood lights, grow lights. Passive cooling is everything here—the heat sink is the luminaire. Most orders are 6063-T5, black anodized, with custom lengths and end-cap mounting holes.
Power Electronics
Solar inverters, UPS systems, variable frequency drives, EV onboard chargers. These tend toward larger profiles, thicker bases (8mm+), and often require CNC machining for flat, precisely positioned mounting surfaces.
CPU & GPU Cooling
Server CPU coolers, workstation graphics card heatsinks. This is where skived fins dominate. We extrude the blank, skive to final fin geometry, then machine the contact surface to spec.
Consumer & Audio
Amplifier heatsinks, projector cooling modules, power tool motor housings. Appearance often matters as much as thermal performance here. Sandblasted black anodized is popular.
Automotive & Energy Storage
Battery pack cold plates (liquid-cooled), DC-DC converter housings, PCS heatsinks. Higher reliability requirements, often with 6061 alloy for strength. Vibration and thermal cycling tested.
Long-tail keywords covered: LED aluminum heat sink extrusion, aluminum heatsink for power supply, extruded heatsink for CPU cooler, automotive aluminum heat sink extrusion, aluminum heat sink for solar inverter
FAQs
Q1: Why 6063 and not pure aluminum? Pure aluminum conducts heat better.
A: It does—about 230 W/m·K versus 6063’s ~200 W/m·K. But pure aluminum (1050/1060) is too soft. Extrude thin fins from it and they’ll fold over coming out of the die, or bend the first time someone handles the part. 6063 gives you 85% of the thermal conductivity with enough mechanical strength to actually manufacture and use the part. That’s the trade-off the entire industry has settled on.
Q2: What’s the real limit on fin density?
A: It depends on fin height, not just pitch. A short fin (under 10mm tall) can hold a tight pitch of 1.5–2mm. Push the fin height to 50mm and you need wider spacing—around 3–5mm—because the die steel needs enough meat to survive extrusion pressure without cracking. Send us your target fin geometry. We’ll check it against our die strength models and tell you honestly what’s possible.
Q3: Can you do a 0.3mm fin tip?
A: As-extruded? No, not reliably in production. The die tongue that forms each fin gap would be too fragile. But we can skive down to 0.2mm from an extruded blank. If your thermal simulation says 0.3mm tips are essential, we’ll go the skiving route.
Q4: How much difference does black anodizing actually make?
A: Measured, not guessed: in natural convection, a black anodized surface dissipates roughly 10–15% more heat than bare aluminum at the same temperature. The emissivity difference is real (0.05 vs. 0.85+). In forced-air cooling at high flow rates, convection dominates and the gap narrows—maybe 3–5%. For passive cooling, just anodize it black. It’s the cheapest thermal improvement you can make.
Q5: How flat can you get the mounting surface?
A: As-extruded, expect flatness around 0.2mm per 100mm. Good enough for many applications. If you need better—and most power electronics customers do—we mill the base surface after extrusion. Achievable flatness: ≤ 0.05mm. That’s flat enough to get good thermal paste performance and low contact resistance.
Q6: Can you integrate heat pipe grooves?
A: Yes. We can extrude a semi-circular or circular groove into the base of the heat sink, sized to your heat pipe diameter. Common diameters: 6mm, 8mm, 10mm. The groove is extruded in the same pass as the profile, so there’s no extra process step—it’s just part of the die design.
Q7: What’s your MOQ?
A: For a new custom die: 300kg minimum. Heat sink profiles tend to be lightweight per meter, so 300kg is usually a meaningful batch. If you’re prototyping with an existing die, we can run smaller quantities.
Q8: Have you done this before?
A: Yes. LED street lights, stadium flood lights, audio amplifiers, VFD drives, EV chargers, server coolers—these are repeat product categories for us. We can show relevant cross-section samples under NDA.

Schematics
Cross-sectional dimensions
Related Profiles
Complementary hardware for your structural assembly
Aluminum Profile CNC Deep Processing Services: From Extrusions to Ready-to-Assemble Components
aluminum profile CNC deep processing, precision aluminum cutting and drilling, custom industrial aluminum components, aluminum extrusion post-processing factory, Linkedalu Metal…
Details
Architectural Aluminum Curtain Wall Profiles: Engineered Custom Framing Solutions
custom curtain wall aluminum profiles, architectural aluminum structural framing, 6063-T6 curtain wall extrusions, PVDF coated aluminum mullions, thermal break curtain…
Details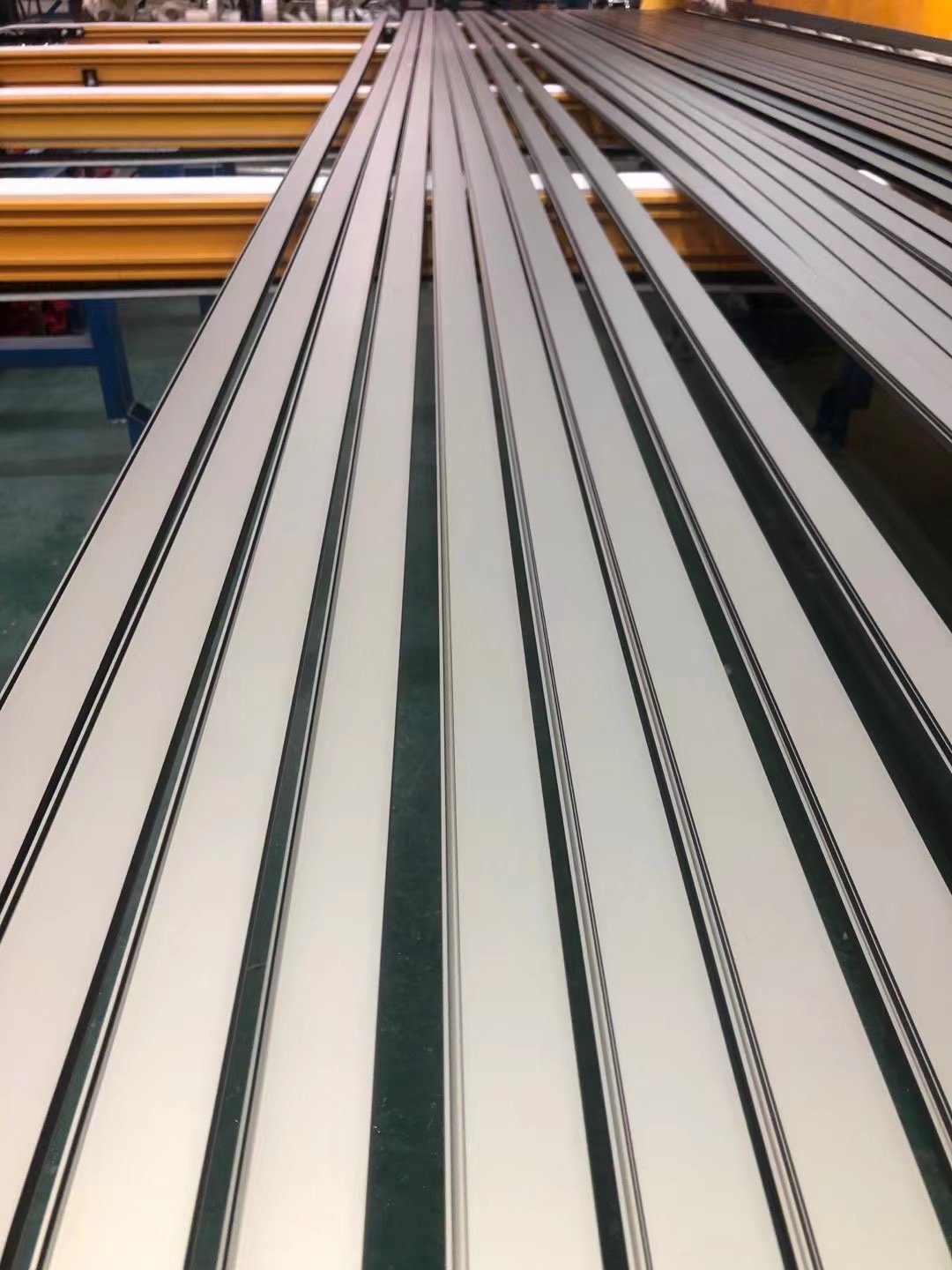
Anodized Aluminum Window & Door Frame Profiles
Premium 6063-T5 Custom Extrusions | In-House Anodizing Line | Superior Corrosion Resistance Precision Engineered for Elite Architectural Systems With an…
Details