
How to design a high qualified mould of aluminum extrusion
With the rapid development of such industries as construction, transportation, automobile and solar energy and LED, the high precision and high performance requirements of aluminum extrusion products are increasing day by day, and the profile shape become more complicated and diversified. Die design is an important part, so it is necessary to analysis the die design of aluminum extrusion systematically, finding the die design rules of aluminum profile to make a rational layout of the die apertures, increase the balance between die apertures, and solve the two major problems about the uneven metal flow Sex and die strength combined with the actual production. Only in this way can the aluminum extrusion manufactures produce aluminum extrusions that meet users’ requirements on the geometric dimensions of products. It has been proved that only a reasonable design of the extrusion die structure can makealuminum extrusion with high qualified and long service life.
In this article, Linkedalu Metal Group Co.Ltd will share with you six key points on whichour company attaché great much importance in the die design.
Six major points of die design
1. Size analysis of aluminum extrusion
The size and its deviation of the aluminum extrusion are determined by the die, the extrusion equipment and other relevant process factors. Among them, the size is affected the most seriously by the die dimension, and the reasons for the changes in die dimension are die’s elastic deformation, die temperature, die materials, die manufacturing accuracy, die wear and so on.
1.1 The tonnage ofaluminum extrusion machine
The extrusion ratio is a numerical representation of the difficulty of the extrusion of the die, and the extrusion ratio is generally between 10 and 150. If the extrusion ratio is less than 10, the product mechanical performance is low; otherwise, the extrusion ratio is too high, and the product will be prone to surface roughness, angle deviation and other defects. Solid profiles are often recommended for extrusion at around 30, and hollow profiles are at around 45.
1.2 Outer dimensions
The outer dimension of the extrusion die refers to the outer diameter and thickness of the die. The dimensions of the die are determined by the size, weight and strength of the profile section.
2. Reasonable calculation of extrusion die’s dimension
When calculating the size of the die aperture, consider factors, including the alloy, the shape of the product, the nominal size and its allowable tolerances, the extrusion temperature and the coefficient of linear expansion of the die material and the extruded alloy at this temperature, characteristics of the section shape and its changes in the stretch straightening, the size of the extrusion force and the elastic deformation of the die.
For sections with large difference in wall thickness, the difficult-to-form thin-walled portions and the edge sharp corners should be appropriately increased their sizes. For the die aperture of thin-walled profiles and wall profiles with large width-thickness ratio, the size of the beam parts can be designed according to the general profile, and the thickness of the web size, in addition to considering the factors listed in the formula, still need to consider the die elastic deformation, plastic deformation, the overall bending, distance from the center of the cylinder and other factors. In addition, the extrusion speed and the traction device also have a certain impacts on the die aperture size.
3. Reasonable adjustment of the flow rate of metal
The so-called reasonable adjustment is, in the ideal state, to ensure that each particle of the product cross-section flow out in the same speed from the die aperture, as far as possible to apply porous symmetry arranged, according to the shape of the profile, the difference of the wall thickness in different parts, the proportion circumference and the distance from the cylinder center to design of unequal sizing length. In general, the thinner the thickness at certain part of the profile, the greater the portion circumference, the more complex the shape, the farther away from the center of the extrusion cylinder, and the shorter the sizing length here. When the flow rate is difficult to control with the sizing length, for those parts with particularly complex shape, thin wall thickness, long distance away from the center, the operators can accelerate the metal flow with the flow angle or cone. On the contrary, for those parts with large wall thickness, short distance from the center of the extrusion cylinder, the operators need use the obstruction angle to supplement the obstruction to slow the flow rate here. In addition, the flow rate of the metal can be adjusted by the process balance aperture, the process margin, the front chamber die, the diversion die, or changing the number, size, shape and position.
4. Adequate die strength
Due to the very poor working conditions of the die during extrusion, the die strength is a key factor in the die design. In addition to the reasonable placement of the die aperture, appropriate die material, reasonable design of die structure and shape, the operatorsneed to focus on the precise calculation of the extrusion force and check the allowable strength of dangerous sections. At present, there are many formulas to calculate the extrusion force, but the modified Beierly formula still has engineering value. The upper-limit solution method also has a good value, with the easy empirical coefficient method to calculate the extrusion pressure. And the die strength should be checked based on the type of product and die structure respectively. For the general solid dies, the operators only need to check the shear strength and bending strength. Tongue die and porthole die need to be checked the shear, bending and compressive strength, and the tongue and tip part also need to be considered the tensile strength. An important fundamental problem in strength checking is to select the appropriate theoretical formula for strength and the accurate allowable stress. In recent years, for the particularly complex die, the finite element method can be used to analyze the force and check the strength.
5. Width size of die bearing
It is much more complicated to determine the porthole compound of die bearing than to determine the half-die bearing, taking into account not only the wall thickness difference of the profile, the distance from the center, but also the situation that the die aperture is shielded by the diversion bridge. Due to the difficulty of metal flow at the aperture under the diversion web, the die bearing must be thinner correspondingly. In determining the die bearing, the first is to find out the part under the divergent web at which the wall thickness is the thinnest, that is, the part at with the metal flow resistance is the largest, and the minimum die bearing at this place is set to twice the wall thickness. For the place with thick wall or fluent metal flow, the die bearing should be properly thickened, generally according to a certain proportion of the relationship, coupled with the easy-move correction value.
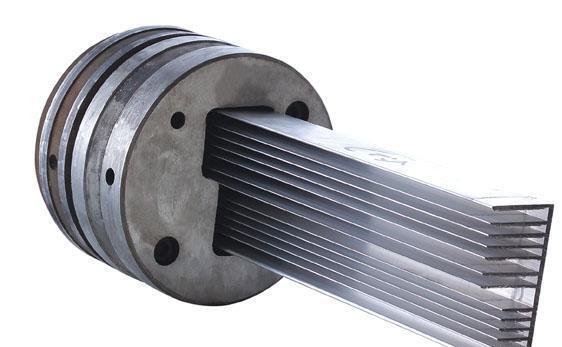
6. Relief structure of die aperture
The relief of die aperture is the structure of the cantilever support at the outlet end of the die bearing of aperture. When the thickness of the profile is t≥2.0mm, the straight relief can be used; When t <2mm or with the cantilever, the oblique relief can be used.
contact us

LINKEDALU METAL GROUP CO.,LTD.
We provide customers with quality products and provide high-quality services.


 All Products
All Products
 Industrial Profiles
Industrial Profiles
 Curtain Wall Profiles
Curtain Wall Profiles
 Windows and Doors Profiles
Windows and Doors Profiles