
1. According to the operation plan, the operators should select the mold to meet the plan. Flat mold: 460 ℃--- 480 ℃B; split mold: 480 ℃--- 500 ℃. The residence time of the mold in the furnace shall not exceed 8 hours, and the loading process should be quick, and the mold shall be prevented from cooling.
2. The ingot cylinder must be kept clean, no serious wear or belly; otherwise, the aluminum extrusion will appear slag or bubble.
3. The aluminum alloy ingot should not roll on the ground, and if there are sediment and dust on the surface, it should be cleaned and then put into the furnace to heat.
The temperature of furnace heating aluminum rod should be set at 300 ℃-450 ℃at the heating stage. And when the aluminum rod is on the machine, the temperature control should be according to the wall thickness. To consistent with T ≥1.4mm (wall thickness), temperature control should be at 440 ℃-540 ℃; to consistent with T <1.4mm, temperature control should be at 400 ℃-540 ℃. The specific temperature relies on the specific species, mold structure, and the alloy type.
4. Before heating Aluminum ingot in the furnace, the master operator should carry out the surface quality test. Any obvious slag, cold separation, the central crack and bending was found on the ingot once, it should not be heated continually, and need to take out to return to the casting workshop.
5. With the ladder increasing temperature of 100 ℃/ 1 hour, the ingot cylinder is heated to 380 ℃--- 420 ℃, and the end temperature of ingot cylinder is 280 ℃--- 360 ℃.
6. The surface on the mold in the ingot cylinder should be flat, without damage and adhesion aluminum, or material running will happen during extrusion. The monitor of extrusion process measure the temperature every 10-20 ingots with a portable thermometer, and make an timely record, so as to keep abreast of the ingot temperature changes, to maintain the normal extrusion temperature.
7. During extrusion, operators should pay attention to pressure changes. The starting pressure does not exceed 210kg / cm2. In the normal extrusion, the pressure will decline with the process. If the pressure does not decline after more than 1 minute, operators should stop the extrusion to prevent damage equipment and mold.
8. According to the different characteristics of different alloys to control the extrusion speed, the low impurity alloy can have a higher extrusion speed, and the high impurity alloy should have a slower extrusion speed. If the aluminum rod temperature is too high, the operator should reduce the extrusion speed; and if it is needed to increase the extrusion speed, the aluminum rod should be controlled at lower temperature.
9. In order to control the mechanical properties well, the minimum temperature of the discharge port must be ≥500 ℃.
10. To inspect the first piece: the first aluminum profile should be cut off about 500mm long as a basis for the mold repairing. Both the first and the second aluminum profiles should be cut 500mm to give the inspectors for inspection of the appearance of size and geometric tolerance, to confirm whether it meets the size and assembly requirements the drawings, so as to determine whether the mold can continue to produce.
11. In order to prevent the end surface of mold, cylinder and dummy block from adhesion aluminum, it is allowed to apply a small amount of mold release grease to the end surface, but to minimize or not apply as far as possible, and it is not allowed to apply to mold cavity and the inner wall ingot of cylinder, so as not to contaminate the profile.
12. To properly use the dummy block and protect the dummy block from being bumped. When the dummy block wears too much, turning into a rounded corner, and clear cylinder is not clean, it should be replaced with a new one. At every extrusion, the operators should pay special attention to whether the dummy block has been put well to avoid the related equipment accidents.
contact us

LINKEDALU METAL GROUP CO.,LTD.
We provide customers with quality products and provide high-quality services.


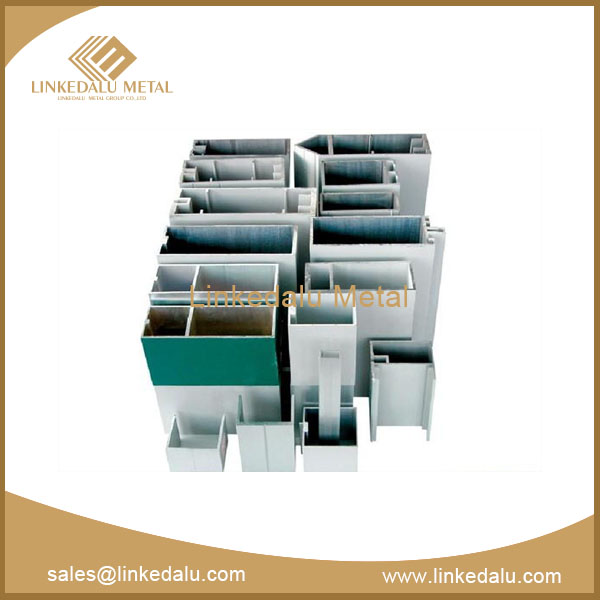
 All Products
All Products
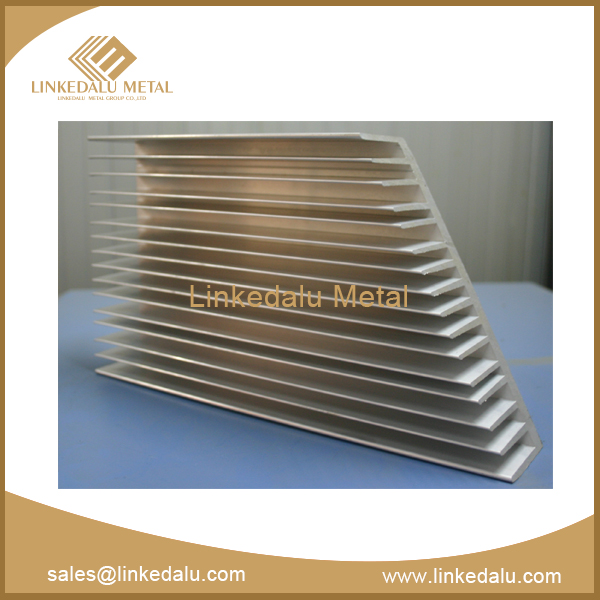 Industrial Profiles
Industrial Profiles
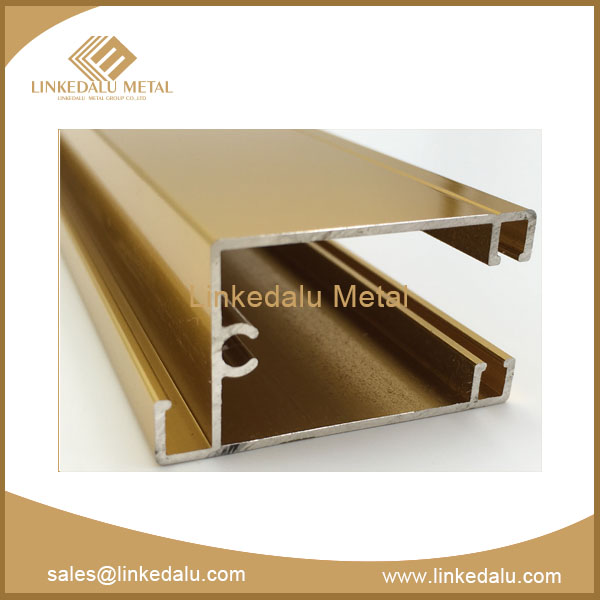
 Curtain Wall Profiles
Curtain Wall Profiles
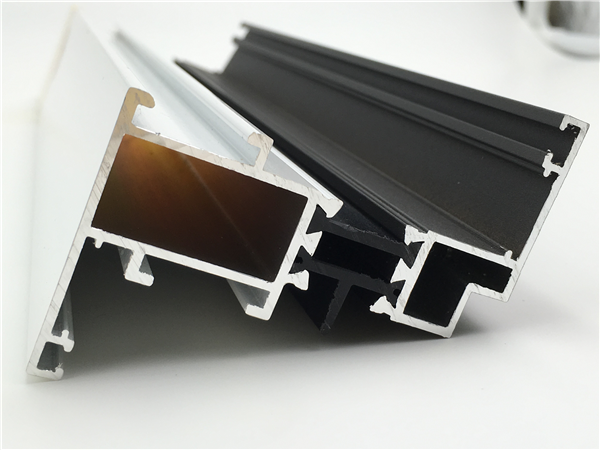
 Windows and Doors Profiles
Windows and Doors Profiles