
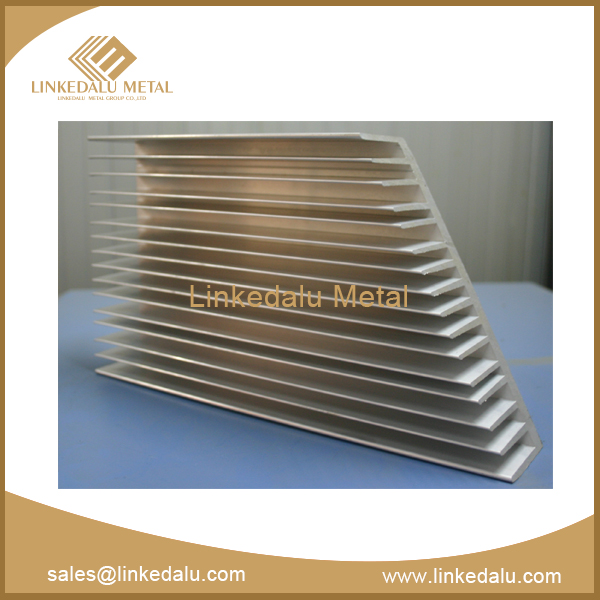
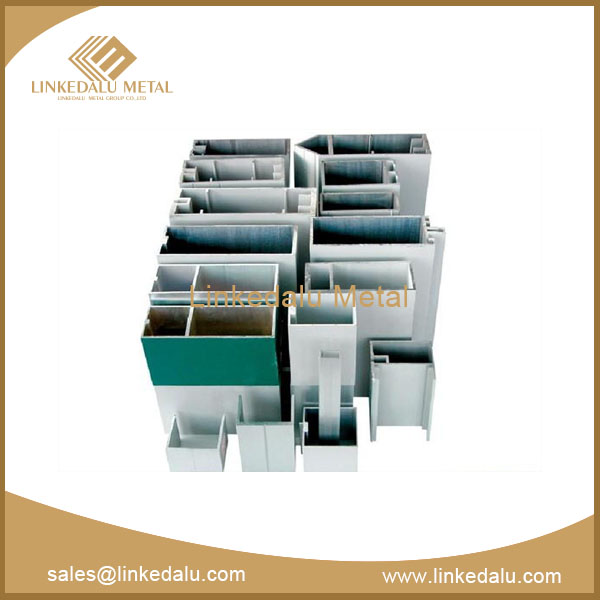
In order to improve the utilization rate of aluminum and promote industrial production, the extrusion process of aluminum profile came into being. This is also the main reason why aluminium extrusion factory began to form gradually in recent years. As one of the important technological processes of aluminum profile production, extrusion technology occupies a very important position, which is why aluminium extrusion factory is beginning to rise gradually, and more and more people begin to focus on the establishment of aluminium extrusion factory. Nowadays, there are many excellent aluminium extrusion factory around the world. Choosing a suitable aluminium extrusion factory will make the production process of aluminum profile more efficient. In the production process of aluminium extrusion factory, the appropriate extrusion method will save aluminium extrusion factory a large number of aluminum profile resources. However, in case of improper extrusion operation, these materials are likely to be wasted. In aluminium extrusion factory there are many reasons for material waste, such as: the profile extruded by the die with more than two holes (multi holes), due to the uneven speed and length of the profile when it comes out of the die hole, the profile at the exit under this high temperature is scratched with each other, resulting in a rough pockmarked surface with a certain width of flaky black and white; the die has been used for a long time, and the die knife, support pad, special pad and other outlets are stuck A large number of aluminum metal, profile flow path die empty knife, support pad and special pad will scratch the profile; on the sawing table, storage rack and framed profile, they are arranged in a crowded way, and one of them will be lifted and twitched, which is easy to scratch each other. If there are edges and corners, it will cause profile marking; each operation process will not deal with (stuck) aluminum chips in time, which is also manufacturing The main cause of bruising. In the process of transportation, the shaking and flutter are too large, and the liner septum is not fixed properly, etc. In order to solve these problems in aluminium extrusion factory, we need certain means. A good aluminium extrusion factory will use all its means to find a way to solve these problems. Therefore, the solution is as follows: if the profile of the extrusion die hole is not uniform in speed and length, try to adjust it by repairing the die. If the profiles with more than three holes are not of the same length, the graphite plate (high temperature felt) shall be separated to prevent the porous profiles from rubbing against each other and causing scratches. Before assembling the die, it must be checked whether the die empty cutter, supporting pad hole and special pad hole can meet the requirements of profile discharge size, and whether white aluminum is pasted, if any, it should be removed as soon as possible. To prevent the die pad from sticking aluminum, some graphite oil can be coated when the pad temperature reaches about 150 ℃. During transportation, it shall be bound firmly to avoid profile shifting. High surface requirements should be separated by plastic (foam) paper. Start and turn slowly, drive smoothly, and pay attention to the sudden brake. If you want to cooperate with good aluminium extrusion factory, please contact us, we will provide you with high quality service.
contact us

LINKEDALU METAL GROUP CO.,LTD.
We provide customers with quality products and provide high-quality services.


 All Products
All Products
 Industrial Profiles
Industrial Profiles
 Curtain Wall Profiles
Curtain Wall Profiles
 Windows and Doors Profiles
Windows and Doors Profiles